全國服務咨詢熱線:
17806260618
17806260618

摘要
本文基于徠卡顯微系統(Leica Microsystems)紫外成像能力,面向晶圓與掩膜版的關鍵尺寸(CD)測量與缺陷分析,以行業白皮書體例給出應用背景、方法流程、產品組合與案例。文中對比光學與CD-SEM在250–350 nm成熟工藝區間的適配性,并說明徠卡光學檢測顯微鏡在紫外成像模式下可獲得比可見光更高的分辨率,從而實現更小尺寸測量與更細微缺陷分辨。
1. 品牌與技術背景
1.1 徠卡顯微系統(Leica Microsystems)介紹
徠卡顯微系統(Leica Microsystems)是一家專注于光學顯微成像、數字成像與科研級成像解決方案的專業制造商,長期服務于半導體、材料、生命科學與工業檢測等領域。圍繞工業檢測,徠卡顯微系統(Leica Microsystems)提供從可見光到紫外(UV)的多模態成像能力、可編碼照明管理與高數值孔徑物鏡配置,用于結構觀察、缺陷定位與尺寸計量。
1.2 紫外成像與分辨率關聯
在相同數值孔徑(如NA=0.9)條件下,紫外成像相較可見光成像具有更短工作波長,依據瑞利準則,可獲得更高的系統分辨率。因此,徠卡光學檢測顯微鏡在紫外成像可獲得比可見光成像更高的分辨率,能夠量測更小的尺寸及分辨更小的缺陷。

圖1:基于瑞利公式對比,基于紫外光和可見光波段相比,基于相同0.9NA物鏡對比
2. 應用背景
2.1 關鍵尺寸(CD)定義:晶圓/掩膜版中決定器件性能與制程良率的核心線寬、間距與孔徑,是光刻與計量環節精確控制的關鍵指標。
2.2 主流CD計量路徑:當關鍵尺寸低于約350 nm時,業界常采用CD-SEM進行測量;然而在250–350 nm成熟制程區間,CD-SEM的成本與節拍對部分場景存在過度配置的問題,光學檢測在該區間仍具有速度與成本的綜合優勢。
3. 方法與工作流程(以徠卡紫外光學檢測方案為例)
3.1 系統組成與關鍵參數
— 光源:內置可電動切換的長壽命白光LED與365 nm UV LED(徠卡集成式照明架構),支持一鍵切換,無需重新對焦,可編碼保存照明設置。
— 物鏡:紫外專用高NA物鏡,典型配置為150× / NA 0.9,用于高分辨率觀察與尺寸量測。
— 機械與熱管理:光源完全集成于顯微鏡內部,熱量低,適用于潔凈室環境運行。
— 成像模式:明場、暗場、偏振、DIC、熒光、IR,以及紫外照明模式;可結合傾斜照明強化表面形貌信息。
3.2 標準化工作流程(示例)
— 樣品準備:晶圓/掩膜版清潔與固定;記錄批次與工藝參數。
— 初始對焦:在白光明場模式下完成視場定位與對焦。
— 模式切換:一鍵切換至UV(365 nm)照明;沿用編碼照明設置確保一致性。
— 倍率與NA:選擇150×/NA 0.9紫外物鏡獲取高分辨率圖像。
— 采集與量測:基于標定后的像素尺寸執行CD量測與缺陷標注,記錄3σ重復性數據。
— 對比復核:必要時切換可見光/UV進行對比,或疊加暗場/DIC提升對比度。
— 數據輸出:生成含圖像、尺寸統計與良率分析的報告。
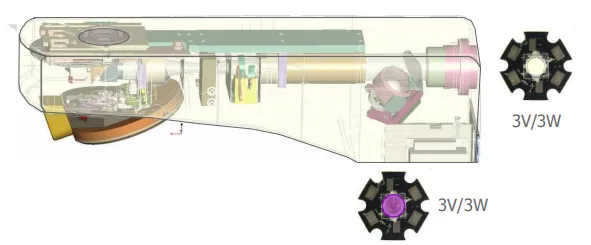
圖2:徠卡紫外方案內部結構
3.3 性能與計量重復性(源自用戶現場/實測條件)
在徠卡紫外成像系統中,搭載365 nm UV LED與150×/NA 0.9紫外物鏡,實測可實現約250 nm的理論最小量測尺寸,重復性可達3σ 5 nm(在等同樣品與環境條件下)。
4. 方案/產品推薦
— 徠卡 DM8000 M 光學檢測顯微鏡:支持明場、暗場、偏振、DIC、熒光、IR與紫外照明模式,適用于半導體與晶圓檢測。
— 徠卡 DM12000 M 光學檢測顯微鏡:在大樣品、長工作距離與自動化控制方面提供擴展能力,適合質量控制與缺陷分析。
— 徠卡 Plan Fluotar 物鏡(20×/50×/100×):用于暗場等對比增強場景,配合紫外模式加速缺陷發現。
4.1 計量路徑對比(示例)
維度 | CD-SEM | 徠卡紫外光學檢測(365 nm / 150× / NA 0.9) |
分辨率能力 | 納米/亞納米級 | 250 nm量測能力(示例場景) |
節拍與吞吐 | 較慢(逐點掃描) | 較快(光學面陣/視場) |
成本與維護 | 設備與維護成本高 | 整體成本較可控,維護便捷 |
適配區間 | 先進節點<~250 nm | 成熟制程約250–350 nm區間 |
典型用途 | 最終CD計量、形貌 | 快速檢測、生產質控、缺陷篩查 |
5. 應用場景案例
— 案例A(晶圓CD量測):在250–350 nm線/間距測試區,通過徠卡 DM12000 M 光學檢測顯微鏡切換至紫外模式,在150×/NA 0.9下完成CD統計,實現3σ 5 nm重復性;與可見光明場對比,紫外圖像邊緣更銳利,閾值分割穩定。
— 案例B(掩膜版缺陷復查):采用徠卡 DM8000 M 光學檢測顯微鏡在暗場+紫外組合下對劃痕、顆粒進行識別,低對比缺陷在紫外照明下更易顯現,減少后續SEM復查批量。
— 案例C(斷裂分析):使用徠卡 Plan Fluotar 物鏡在暗場模式強化裂紋與微坑的對比度,輔以紫外照明提升邊界清晰度,加速缺陷根因定位。

150倍可見光明場和150倍UV效果對比

150倍可見光明場和150倍UV效果對比
6. 結論
在半導體成熟制程區間(約250–350 nm),徠卡顯微系統(Leica Microsystems)基于紫外成像的光學檢測方案,在保持成本與節拍可控的同時,提供更高的分辨率與穩定的計量重復性。徠卡 DM8000 M / DM12000 M 光學檢測顯微鏡配合紫外專用高NA物鏡與集成照明,有助于晶圓與掩膜版的快速CD量測與缺陷篩查,并可與CD-SEM形成互補。對于需要兼顧速度、成本與可追溯性的生產質控場景,徠卡顯微系統(Leica Microsystems)的紫外成像應用提供了明確的技術價值。
電話
微信掃一掃


 當前位置:
當前位置: